精密鋳造
先進のロストワックス工法で高精度と低コストを実現
一般交差
長さ交差
| 長さ範囲 | 一般公差 |
|---|---|
| 10mm以下 | ±0.2mm |
| 10~25mm | ±0.3mm |
| 25~50mm | ±0.4mm |
| 50~75mm | ±0.6mm |
| 75~100mm | ±0.8mm |
| 100~150mm | ±1% |
| 150mm以上 | |
| 角度 | ±1° |
平面度
| 一般の角の長さ | 平面度 |
|---|---|
| 12mm以下 | 0.1程度 |
| 12mmを超え30mm未満 | 0.2程度 |
| 30mmを超え50mm未満 | 0.3程度 |
| 50mm以上 | 0.6程度 |
| 注)厚み10mmで上記の角寸法 | 注)互いに平行な二つの平面の間の空間 |
対応材質
- S20C相当鋳鋼
- S45C相当鋳鋼
- S55C相当鋳鋼
- SUS304相当鋳鋼
- SUS316相当鋳鋼
- SUS630相当鋳鋼
- SCM415相当鋳鋼
- SCM435相当鋳鋼
- SCM440相当鋳鋼
- SKD11相当鋳鋼
- SCH22
- 他
対応形状
1)大きさ及び重量の制限
| 望ましい範囲 | 製作範囲 | |
|---|---|---|
| 重量 | 0.5Kg以下 | 2.5Kg以下 |
| 寸法 | 100mm以下 | 200mm以下 |
(上記以上の重量、寸法でも相談に応じます)
2)最小肉厚寸法
| 条件 | 一般 | 条件の良い時 |
|---|---|---|
| 寸法 | 3mm | 2mm |
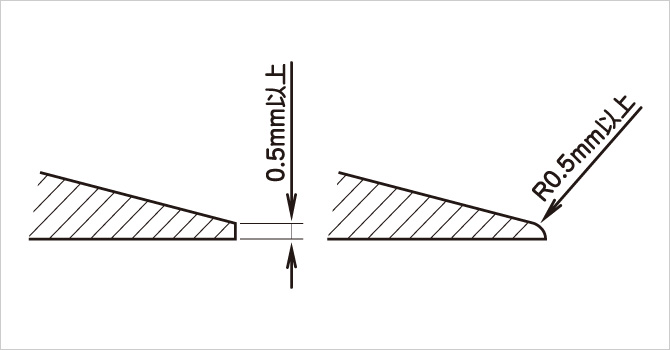
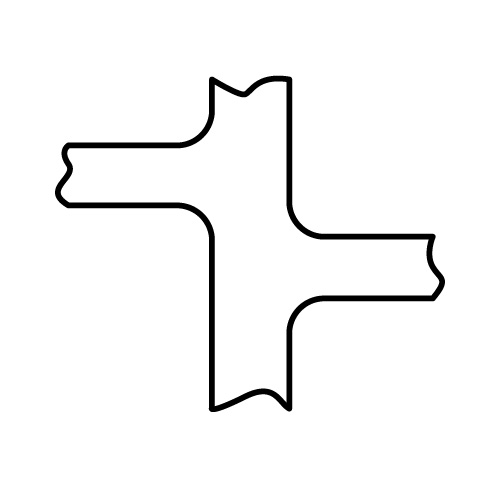
3)最小先端部寸法
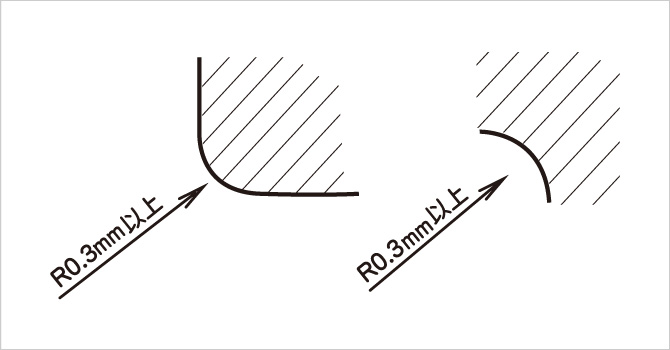
4)最小角部半径
5)鋳出:穴部
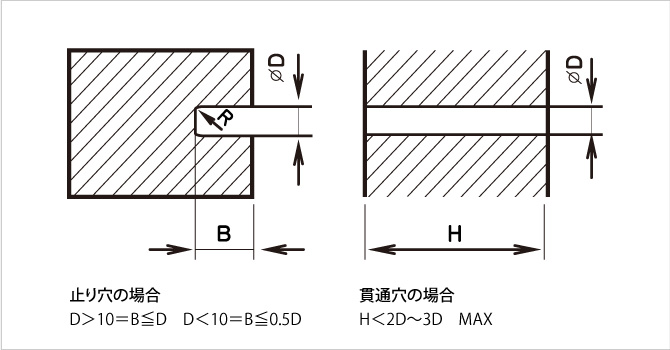
(最小単位は3mm以上。ただし、セラミック中子を使用した場合はこの限りではない。)
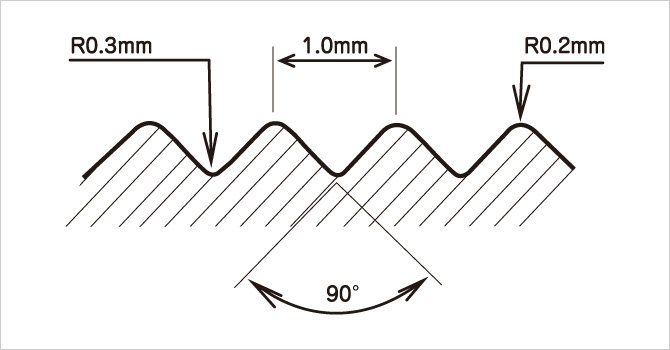
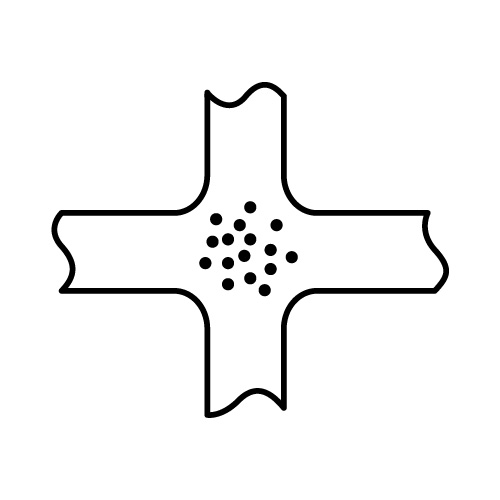
6)セレーション
7)溝
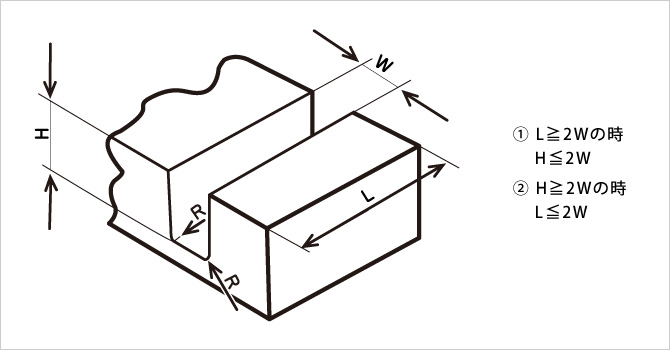
(W = 3mm以上が望ましい)
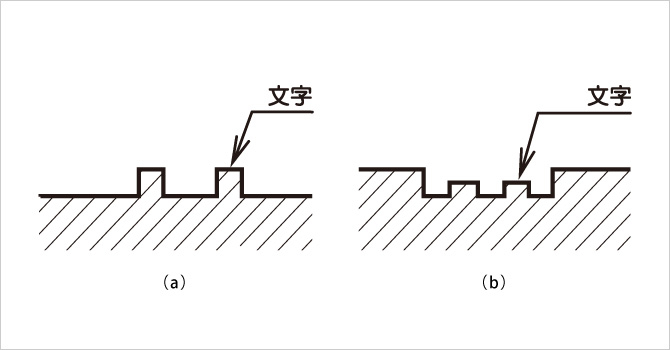
8)文字
9)鋳造に適した形状
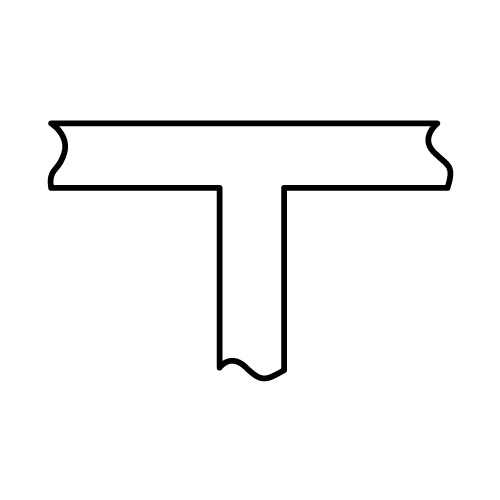
| 形状より見た設計の良否 | ||
|---|---|---|
| 不良 | 良 | 理由 |
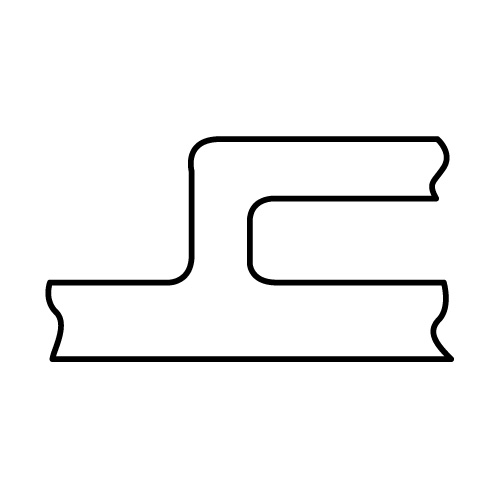
 |
 |
引け巣の発生し易い肉厚部を避けるため、リブを離す。 |
 |
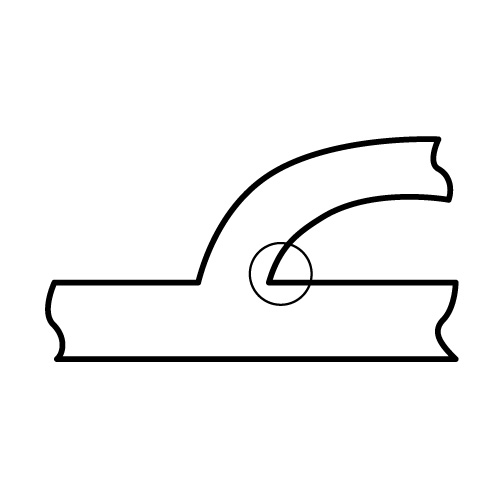
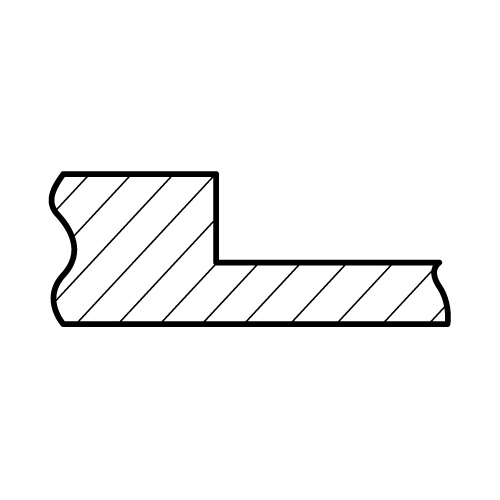
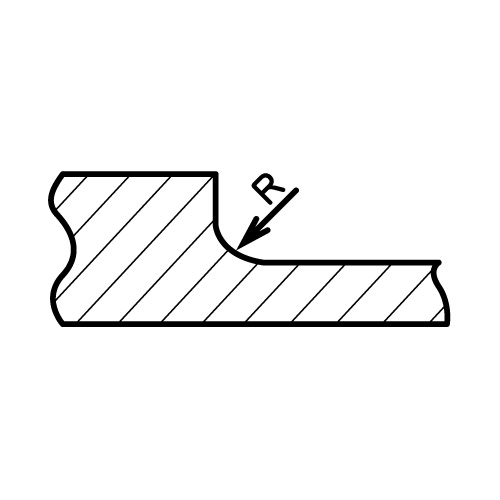
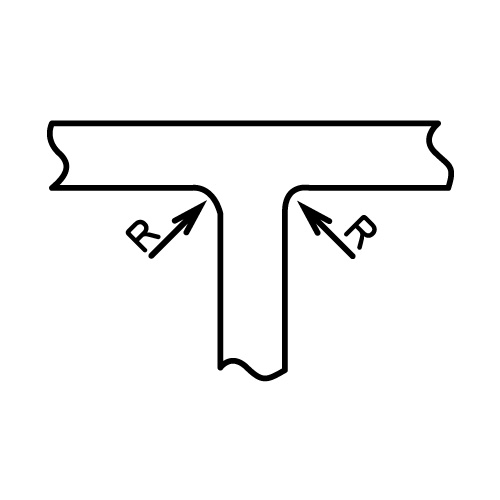 |
割れ・引け防止のため、コーナーにはRをつける。 |
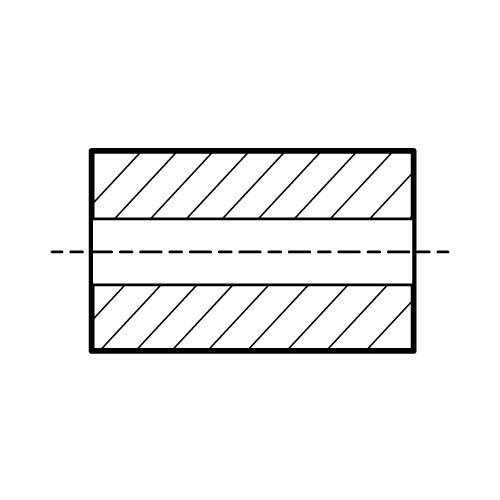 |
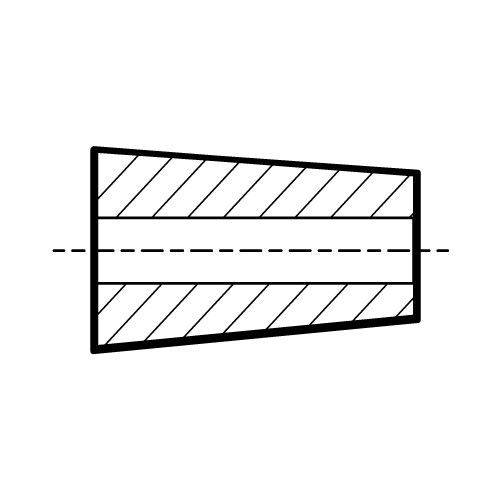 |
健全な鋳造品を作るため、長い円筒形にはテーパーをつける。 |
 |
 |
鋭い隅角部分は、引け・割れの原因となるため避ける。 |
 |
 |
急激な肉厚の変化を出来るだけ避けるため、Rをつける。 |
 |
 |
軽量化、加工面を少なく、引け巣・面引けなどを防止するため、必要としない肉は除去する。 |